Rollformer Manufacturing Operations Undergoing a Revolution
By Don Fanstone, Samco Machinery
Toronto, February 27, 2019 – This article is for those seeking to achieve the following:
- Keep employees safe
- Increase rates of production without an increase in labour costs
- Large reduction in labour costs
Roll former manufacturing operations are undergoing a revolution due to advances in technology.
Logic controllers change roll former settings at the touch of a button, converting from one product to another in a matter of minutes, not hours.
Material handling and packaging have become automated due to higher rates of machine production, not only to reduce costs but designed to help eliminate the increased hazard of operator injury and ability to perform duties at higher operating speeds without an increase in labour costs.
Management is tasked with the responsibility of keeping employees safe.
Considering the means and the attendant costs of automating operations to keep employees safe is becoming more common. Keeping employees safe requires thinking outside the box … with automation.
The ideal manner to keep employees safe can be achieved with fully automated operations located within a fenced area with interlocked access. You can learn more about a variety of material handling solutions at https://www.samco-machinery.com/material-handling-solutions.
The following examples detail different automated material handling solutions.
Adding Automated Part Stacking and Counting Mechanism to the Roll Forming Line
A drywall cornerbead manufacturer recently upgraded a production line to a significantly higher operating speed. It didn’t take long to realize one operator would not be able to physically stack, count the number of pieces to be boxed and staple the carton at the increased machine speed, as had been done in the previous rate of production. The operator now found it necessary to stop the line to double check the number of parts being boxed in a carton. This periodic unscheduled line stoppage was eliminated using the automated count and stacking mechanism.

With increased machine speed and automated material handling of the upgraded line doing the counting and stacking of the parts, one operator was now able to insert and seal parts into a carton.
Production soared by 40 percent, significantly more than what the increases machine speed alone would have resulted in.
Production increased more than anticipated due to the fact the operator no longer had to periodically STOP the line when unsure of the “count.” Boxing bundles of 20 or 25 or 30 pieces became the sole requirement of the operator without having to STOP and CHECK the count.

Additionally, from a safety consideration, the repetitive use of the hands to handle every part was eliminated, averting potential carpal tunnel injury, as well as relocating the operator a short distance from the machine exit point.
Investment in the counting and stacking (material handling) operations resulted in significantly higher continuous production, ergonomically safer employee duties and a positive return in every respect.
An example of this solution can be viewed by clicking here.
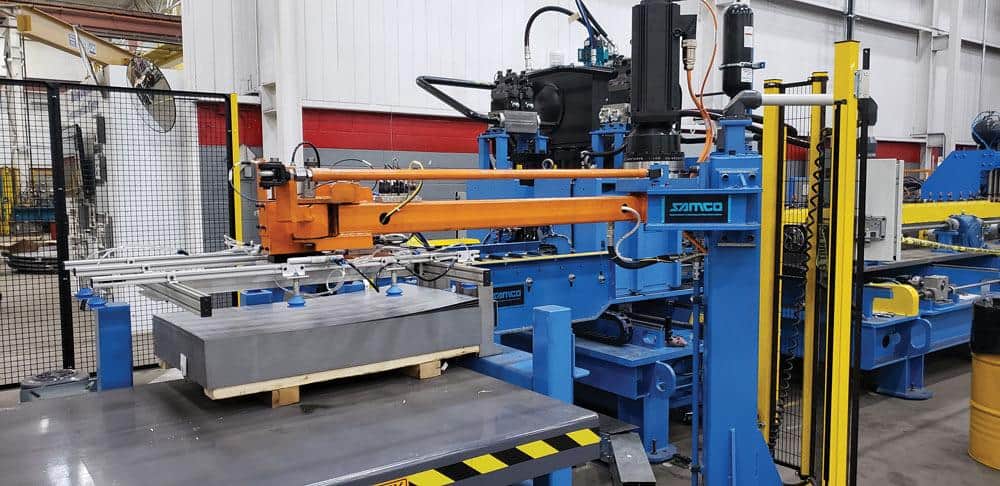
Adding an Automated Dual-Feeding and Part Removal System to the Roll Forming Line
A manufacturer required a roll former to be located within a continuous line operation, be utilized with minimum delay, part to part, to achieve maximum line output, regardless of operation availability or inefficiency in performing manual blank feeding or transfer of the finished roll formed part to the succeeding operation. Samco Machinery proposed an automated dual-feeding and part removal operation be utilized to maximize roll former efficiency.
Blanks were positioned into the roll former entry by a robot. The alternating blank-feeding and exit mechanisms were labelled “A” and “B.”

With a blank positioned within the entry guide, the “A” blank-feeding and exiting mechanism latched onto the blank and dragged it from the entry guide, into and through the roll former and then transferred the formed blank to a specific location point and then released the gripping mechanism. This enabled a second robot to remove the roll formed part and transfer it to a succeeding operation.
Being a double unit, the moment the “A” portion of the two-part transfer mechanism exited the roll former, the “B” portion of the transfer mechanism gripped the succeeding blank in the entry guide, dragged the blank into and through the roll former and onto the succeeding robot pick-up point, and then released the gripping mechanism and returned to the home position.

The alternating grip and feed mechanisms ensured the roll former was utilized at the maximum operating time, eliminating operators at the load and unload positions of the roll former on each shift, as well as eliminating any potential safety hazards of working around robots or rotating machinery.
The roll former was operated at the maximum operating time without stoppage due to operator absenteeism, temporary breaks or numerous potential machine stoppages or operator delay.
An example of this solution can be viewed by clicking here.
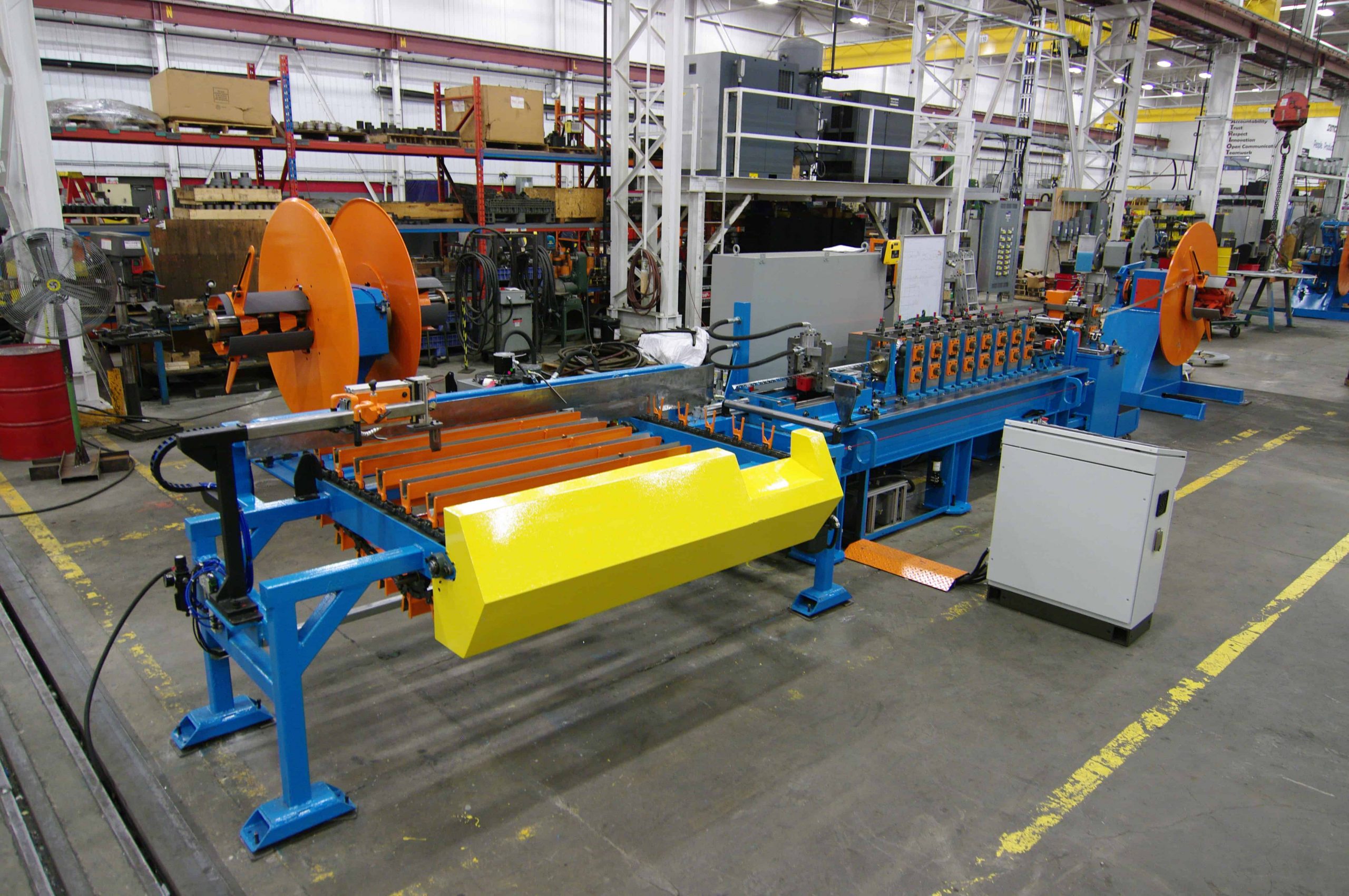
Adding a Mini-Bundling, Strapping and Master-Bundling System to the Roll Forming Line
Historically, struts have been produced in heavy gauge steel (16 to 12 gauge) in one of four different leg heights and either 10- or 20-foot lengths. This has been a labour-intensive operation due to the significant weight of a mini-bundle in 10- of 20-foot lengths, as well as the requirement to nest parts in bundles of 10 pieces, transferring the assembled mini-bundle to a strapping station, adding of wood or “spacer” blocks to the bottom of the bundle for shipping purposes, strapping the bundles about the wood block, and then transferring and assembling of the mini-bundles into a master bundle for shipping purposes.

Samco Machinery has designed and produced a number of fully automated strut lines that include roll forming, automatic inverted part nesting of 10-piece mini-bundles for both 10- and 20-foot lengths, automated insertion of wood blocks and strapping of the bundle and wood blocks and then transferring the mini-bundle to a programmable master bundle building station for shipping purposes.
This line reduces manpower requirements to the absolute minimum of one operator for both roll forming and all manner of bundling for shipping.

This line produces struts on a duplex roll former, allowing for a change of leg height or material gauge within a minute or less for an infinite number of leg heights. Comparing this to using a universal roll former, the duplex roll former eliminates all manual roll and spacer changing requirements for different leg heights. Roll former changeover I accomplished within a minute or less. It is necessary to change shear-die cut-off inserts to accommodate the revised section size, as well as loading of the appropriate coil width.
Struts are normally produced with a length tolerance of +/- 1/8-inch in an open-loop configuration. Accuracy to +/- 1/32-inch can be accomplished with a closed-loop cut-off system.
Following roll forming, struts move directly by conveyor into the automated mini-bundle unit, where bundles of 10 pieces are accumulated, with the first five pieces being in the as-produced attitude and the second five pieces being assembled, inverted and nested within the initial five pieces to create a 10-piece mini-bundle.
The mini-bundle is transferred by conveyor to an automated programmable strapping station where wood spacer blocks are automatically inserted into position. Then the strapping unit straps the bundle and the block as one. The mini-bundle is moved by a conveyor and stops to install as many straps as programmed along the length of the mini-bundle. Fully assembled mini-bundles move by conveyor to a scissor-lift station where master bundles are created.
Master bundles require the lift truck operator to install strapping around the complete master bundle prior to transport to shipping or storage.
An example of this solution can be viewed by clicking here.
Adding a Master Bundler to the Roll Forming Line
Master bundlers eliminate manual lifting of packed bundles and reduce lost time caused by injuries due to lifting and turning.
Master bundlers can be programmed to build bundles of any size, as requested by customers, whether it is the number of pieces per layer or the number of layers in a bundle.
This complete solution produces and bundles products at line speeds of up to 450 feet per minute … lines running at speeds up to 350 feet per minute can have one strapper, whereas higher speeds require two strappers. It is capable of running materials ranging from 25-gauge to 14-gauge in a post-cut, post-punch continuous operation.
The powered accelerated run-out conveyor sends finished parts to the pneumatic kickers, where an operator receives and nests them into mini-bundles of five pairs.

These mini-bundles are pushed into the strapping unit and automatically strapped before heading into the fully automated master bundler.
The master bundler’s lift table rises to receive the first layer of product and automatically drops to continue stacking the mini-bundles. The mini-bundles are stacked to form large master “shipping” bundles with the use of an operator.
Once that master “shipping” bundle is complete, the lift table drops all the way down and feeds the completed bundle to the final exit end roller conveyor. Here, it is manually strapped and moved by lifting equipment, ready for shipping.

The roll forming line does not pause or stop while the master bundle is moved to the second stage position.
An example of this solution can be viewed by clicking here.
The labour savings alone results in a quick enough return on investment to justify any of the above line investments.
Reducing the potential costs to operator injury or machine downtime due to absenteeism resulting in unfilled orders or overcoming concerns about opioid or drug use, represents some of the major incentives for manufacturers to consider automation of any or all material handling operations.
Manufacturers are now demanding these changes – and more – to their machines. They are not only looking for equipment that can roll form complex shapes but are looking for material handling equipment that can automatically, quickly and safely take the finished products from the produced state to the ready-to-ship state.
The future of the roll forming industry is now!
About the author:
Before coming to Samco Machinery, Don Fanstone was a toolmaker, die designer, Ford Motors engine assembly manager, Budd Automotive frame facility manager and 20 years as a Bailey Metal Products roll forming manager.