

Uncoiler Machines
Uncoilers are used to handle metal strips at the beginning of a rollforming process line. These machines hold and safely release more metal, uncoiling the strip as needed. Uncoilers control speed, direction, and efficiency of line processing.
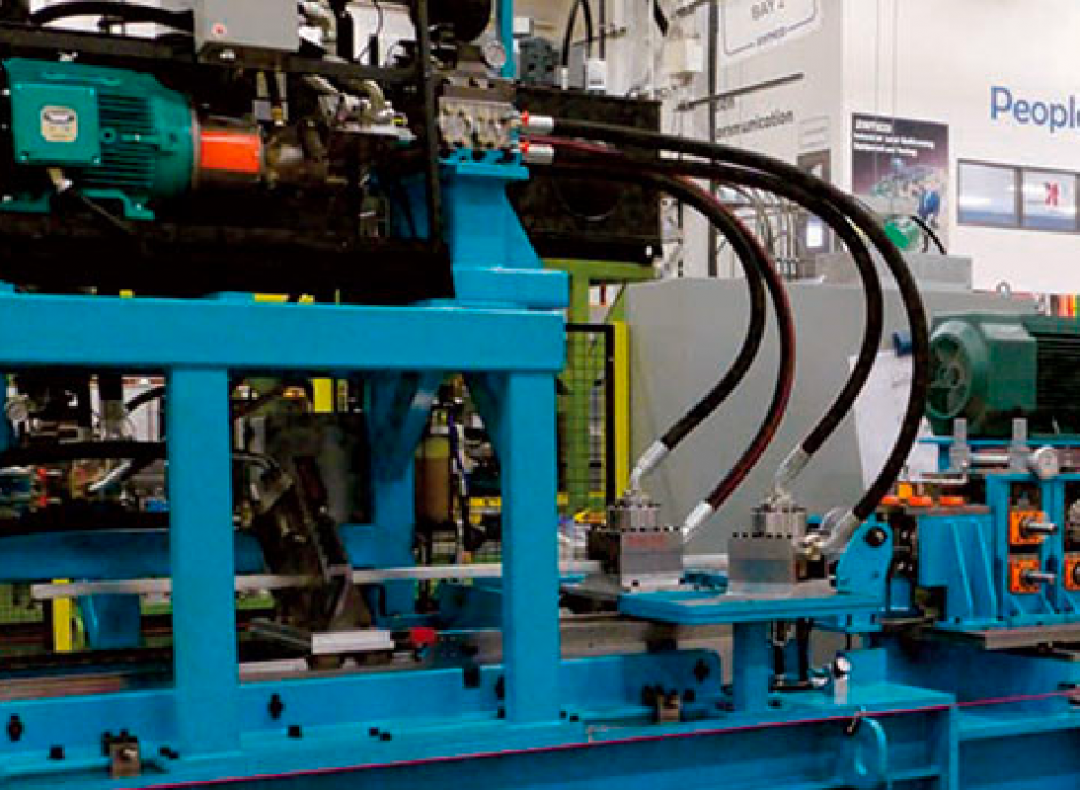
Rollforming Machines
Our services include consultation to ensure you get the right equipment for the products you need to produce, and we install all equipment and provide training and ongoing maintenance, support, and parts.

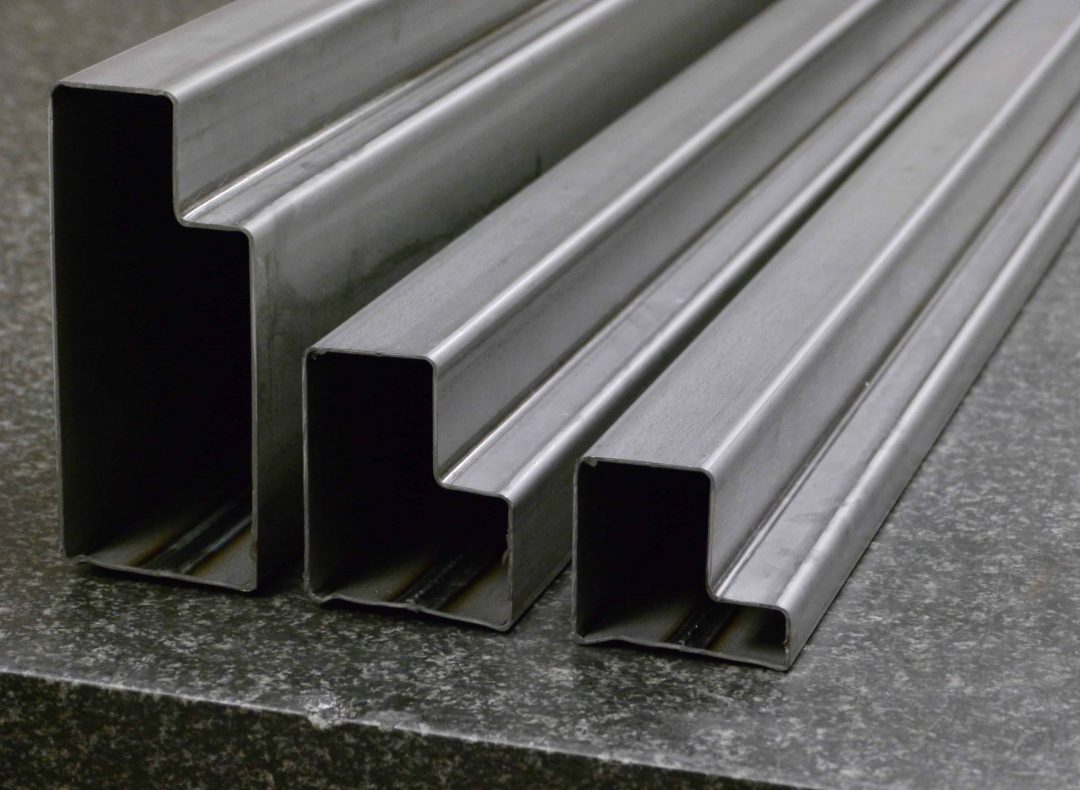
Roll Tooling
Rollforming machines use sets of rollers to pressurize metal to bend in desired ways. Either produced to run with a Samco machine or retro-fitted to an existing rollformer, let Samco design the right roll tooling for your product.
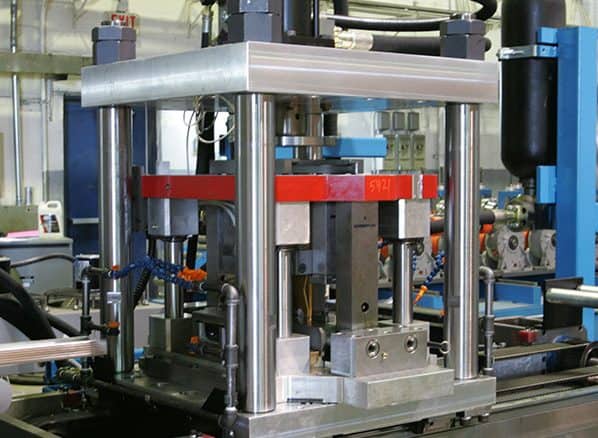
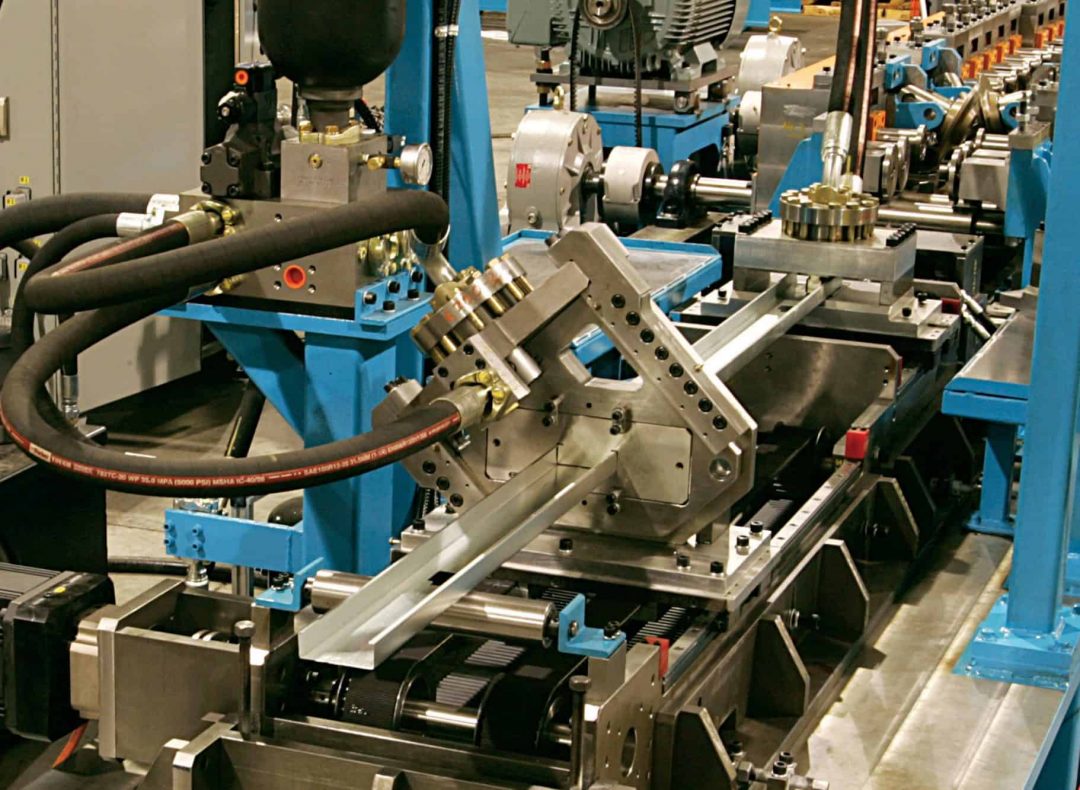
Presses
Samco offers a full line of roll forming presses to meet all of your needs including: "Punch AnywhereTM", Air Press, Hydraulic Press, and Mechanical Press.

Material Handling Solutions
Samco is well known for our lines of automated material handling solutions including: Stackers, Pick & Place Units, Nesters, and Bundlers. This equipment helps our customers better utilize their best labor in other areas of their production.
Building & Construction
For the building and construction industry, we offer metal rollforming equipment for framing, window/door frame, pre-engineered buildings, electrical distribution, panels, garage door, and HVAC.

Metal Roofing
Samco Machinery's high-efficiency shake tile roll former produces tiles and shingles to the desired length.

Metal Deck
Samco Machinery's innovative solutions help provide deck manufacturers with the right solution for all their Metal Deck Roll Forming requirements.
Racking & Shelving
Our racking and shelving product line includes roll formers that can make 4-sided shelves in one operation, whether from coil or blanks. Racking products include step beam and upright post rollformers.
Transportation
We build fully integrated automotive roll forming solutions for both straight and swept parts, closed and open sections.

Solar
Samco provides manufacturers with the roll forming systems they need to produce framing, sub-assemblies, PV mounting systems, ground posts and more for the solar energy industry.

Grain Bin
Samco Machinery is known for engineering solutions for its grain bin customers.

Window Well
Samco Machinery’s innovative mindset comes to the forefront again with the window well rollforming line.
Rollformer Parts & Accessories
Need parts for your rollformer. We supply all replacement parts for our rollformers. Contact us today for your parts and accessories needs.
